
Hardware is the last thing most people think about. Until something goes wrong.
Have you ever wondered why two snap hooks with identical specs are quoted at $0.30 and $1.20, or why a finish that looked perfect on the sample faded within six months?
Why This Sourcing Guide?
Sourcing bag hardware shouldn’t feel like a guessing game.
For brand teams, the challenge is finding a supplier who understands not just manufacturing, but your aesthetic, your market, and your values. For OEM factories, it’s about consistency, lead times, and a partner who won’t create problems mid-production.
As a direct bag hardware manufacturer with over 20 years of experience, we’ll show you exactly how material choices, surface finishes, and tooling decisions determine whether your hardware performs or fails. And how to find a supplier who knows the difference.

Material Selection: Why “Heavy” Doesn’t Always Mean High Quality?
Zinc alloy, Solid brass, Stainless steel, Aluminum alloy… Which one is the best for your products? What are the pros and cons?
While zinc, brass and steel hardware are widely used in leather goods and everyday bags, aluminum and plastic hardware are preferred by outdoor brands. The right choice depends on your product’s end use, target market, budget, and the finish you’re trying to achieve – not just how heavy it feels in your hand.
Zinc Alloy: The Industry Standard

Zinc alloy, aka. Zamak is the most widely used material in bag hardware manufacturing, and for good reason.
Its greatest strength is castability. Zinc alloy flows easily into complex molds, which means it can reproduce fine details, sharp logos, and complex shapes that other materials simply can’t match at a comparable price point. This makes it the go-to choice for most brands, from mass-market to premium.
From a production standpoint, zinc alloy is highly efficient. It has a relatively low melting point, which reduces energy consumption and cycle time. Combined with its compatibility with a wide range of surface finishes – electroplating, PVD, e-coating, antique treatments – it gives brands enormous flexibility in terms of aesthetics.
Zinc alloy is also cost-effective for both small and large runs. Whether you’re a mid-sized brand ordering 5,000 pieces or a large OEM placing bulk production, the economics work.
The trade-off? Zinc alloy is denser than aluminum and not as inherently strong as brass or stainless steel under extreme mechanical stress. It also requires proper quality control during casting. Poorly managed production can result in porosity (air pockets) that weaken the part and cause surface defects after plating.
Best for: Fashion bags, everyday bags, luggage hardware, custom logo pieces, decorative elements, mid-range to premium brands.
Not ideal for: Ultra-high-load applications, marine environments, or products where raw metal is left exposed without surface treatment.
Solid Brass: The Premium Choice for Luxury Leather Goods

If zinc alloy is the industry standard, solid brass is the luxury benchmark. Walk into any high-end leather goods atelier in Paris or Milan, and you’ll find brass hardware on the clasps, D-rings, turn locks, and feet.
Brass is a copper-zinc alloy, and its natural properties make it uniquely suited to luxury applications. It machines and casts beautifully, holds fine detail well, and has a natural warmth and weight that no other material fully replicates. When polished, it achieves a depth and richness that electroplated zinc alloy, while visually similar, can’t quite match up close.
Durability is another key advantage. Solid brass is significantly stronger than zinc alloy and resists deformation under load. It also takes plating exceptionally well, which is why gold-plated brass is the default choice for luxury brands that want hardware to maintain its finish over years of use. When the plating eventually wears, brass ages gracefully, developing a natural patina rather than exposing an unflattering base metal.
The downside is cost. Brass is considerably more expensive than zinc alloy – both in raw materials and machining time, which makes it difficult to justify for mid-range products. It’s also heavier, which can be a concern for bags where total weight is a design consideration.
Best for: Luxury leather goods, high-end handbags, premium belts and small leather accessories, heritage and artisan brands.
Not ideal for: Price-sensitive products, lightweight bags, or large hardware pieces where the weight premium becomes a practical issue.
👉 How solid brass hardware is made?
Stainless Steel: Unbreakable but Hard to Customize

Stainless steel is the toughest material on this list by a significant margin. It’s corrosion-resistant, scratch-resistant, and can withstand mechanical stress that would deform or crack both zinc alloy and brass. In practical terms, this means hardware that performs reliably in demanding conditions: heavy loads, outdoor exposure, frequent use over years.
This is why stainless steel dominates in specific categories: luggage frame hardware, heavy-duty bag rings and hooks, and functional components where structural integrity is non-negotiable. It’s also the material of choice for TSA-approved lock mechanisms, where precision and durability must coexist.
The challenge with stainless steel is customization. Unlike zinc alloy, it doesn’t cast easily into complex shapes. Most stainless steel hardware is stamped, machined, or formed, which limits design complexity and increases tooling cost. Achieving fine surface details or intricate logos is difficult, and the process is generally less flexible than die-casting.
Surface finishing options are also more limited. While stainless steel can be brushed, polished, or PVD coated, it doesn’t respond to standard electroplating processes the way zinc alloy and brass do, which constrains the range of colors and finishes available.
Best for: Functional hardware under heavy mechanical load, luggage frame components, TSA lock mechanisms, outdoor and workwear bags, and hardware that will be left in a raw or brushed finish.
Not ideal for: Decorative hardware requiring complex shapes or a wide range of plated finishes, products where tooling flexibility and fast turnaround are priorities.
Surface Finishes: The Truth About Why Bag Hardware Fades
The finish on your hardware is the first thing a customer sees and the first thing that fails. A buckle that loses its color after three months of use doesn’t just look cheap – it reflects directly on your brand. Yet finish failures are one of the most common and preventable problems in bag hardware sourcing.
Understanding why finishes fade and how to prevent it starts with learning what each process actually does, and where its limits are.
Electroplating/Galvanic Plating

Electroplating is the most widely used surface finishing process in bag hardware, and the one most frequently misunderstood by buyers.
The process works by passing an electric current through a solution, depositing a thin layer of metal: typically nickel, copper, gold, silver, or chrome, onto the base material. The result is a smooth, consistent, metallic finish that can be polished to a high shine, brushed to a matte effect, or treated to achieve antique and oxidized looks.
What makes electroplating both popular and problematic is the thickness of the deposit. A standard decorative plating layer is typically between 0.1 and 0.5 microns. At that thickness, it looks exactly right, but it also means the finish has a finite lifespan, particularly in high-friction areas like swivel points, buckle edges, and zipper pulls.
Finish longevity depends on three factors: the quality of the base material preparation, the thickness and composition of the plating layers, and how the hardware is used. A well-plated zinc alloy component with a proper nickel undercoat and a thick gold topcoat will outlast a poorly prepared piece with a minimal flash coating, even if they look identical on day one.
The most important variable buyers overlook is the undercoat. A copper or nickel undercoat between the base metal and the topcoat dramatically improves adhesion and longevity. Suppliers cutting costs will skip or thin this layer – a detail that’s invisible to the naked eye but shows up clearly after a few months of use.
Best for: Fashion hardware across all price points, decorative finishes, wide color and effect range including gold, silver, gunmetal, antique brass, rose gold.
Watch out for: Flash plating with minimal undercoat, suppliers who can’t provide cross-section plating thickness data on request.

Barrel Plating vs. Rack Plating
Barrel plating tumbles hardware in bulk through the plating solution – efficient for high volumes of simple parts like rings and rivets, but the constant piece-to-piece contact can round off edges and blur fine surface detail.
Rack plating mounts each piece individually, eliminating contact entirely. The result is more consistent thickness, better coverage on complex geometries, and no mechanical damage during processing. It costs more, but for hardware where surface precision is part of the design, it’s the right method.
When sourcing custom hardware with fine detail, always ask your supplier which method they use and why.
E-Coating (Electrophoretic Coating)
E-Coating is less visible than electroplating but plays a critical supporting role in hardware durability.
The process submerges the hardware in a paint bath and uses an electrical charge to deposit an even, continuous layer of paint across every surface, including recesses and internal geometries that spray coating can’t reach. The result is a highly uniform protective layer, typically 15 to 25 microns thick, that seals the base material and underlying plating from moisture, oxidation, and abrasion.
Black e-coating hardware has become increasingly common in contemporary and streetwear-adjacent bag design, prized for its uniformity and scratch resistance compared to standard black plating.
Best for: Extending the lifespan of electroplated finishes, solid matte color finishes, hardware exposed to high friction or outdoor conditions.
Watch out for: E-coating applied over poorly prepared or under-plated surfaces — it will seal in the problem rather than solve it.
PVD (Physical Vapour Deposition)
PVD is the premium end of hardware finishing, and the process that comes closest to solving the durability problems that electroplating can’t fully address.
The process takes place in a vacuum chamber, where a solid metal target, typically titanium, zirconium, or chromium, is vaporized and deposited onto the hardware surface at a molecular level. The result is an extremely hard, dense coating, typically 1 to 5 microns thick, that bonds to the base material far more tenaciously than electroplating.
In practical terms, PVD-finished hardware is significantly more resistant to scratching, fading, and corrosion than electroplated hardware. The finish maintains its appearance under conditions that would visibly wear a plated surface, making it the preferred choice for hardware that receives heavy daily use, or for brands whose customers expect long-term performance.
PVD also offers aesthetic advantages. It can achieve colors that are difficult or inconsistent with electroplating, such as deep black, dark gunmetal, and rose gold, with a consistency and depth that holds up over time. Many mid-range and premium brands have shifted toward PVD specifically because the color remains true even as the hardware ages.
The trade-off is cost and throughput. PVD requires specialized equipment and longer processing times than electroplating, which translates to a higher unit cost, typically two to four times that of standard plating. It’s also not suitable for every base material or geometry, and the range of achievable colors, while broad, is narrower than electroplating.
Best for: Hardware requiring long-term finish durability, premium and mid-luxury brands, and hardware with high daily contact and friction.
Not ideal for: Price-sensitive products, very complex geometries with deep internal features, or applications requiring decorative effects like antique or two-tone treatments.
Powder Coating
Powder coating occupies a different space from the metallic finish processes above. Rather than depositing metal or creating a chemical bond, it applies a dry powder electrostatically and then cures it in an oven, producing a thick, durable polymer film over the hardware surface.
The result is a finish with excellent impact resistance and coverage, available in an almost unlimited range of colors, including effects like matte, satin, texture, and wrinkle finishes that metallic processes can’t replicate. For brands working with bold, flat colors or wanting a distinctly non-metallic aesthetic, powder coating is often the right answer.
In bag hardware, powder coating is most commonly seen on aluminum and steel components, particularly in outdoor, sports, and functional bag categories where color consistency and chip resistance matter more than a premium metallic look. Its application to zinc alloy fashion hardware has become trendy in recent years.
Durability is generally good, but powder coating has one specific vulnerability: edge coverage. The electrostatic process tends to deposit less material at sharp corners and edges, which is precisely where hardware takes the most wear. A quality powder coat application accounts for this; a poor one produces chips at edges within months.
Best for: Outdoor and functional bag categories, bold flat colors and non-metallic aesthetics, hardware requiring impact resistance.
Not ideal for: Fine decorative detail, metallic or antique effects, zinc alloy fashion hardware where a premium metallic appearance is expected.
Compliance: REACH, RoHS & CP65
REACH (EU)
REACH (Registration, Evaluation, Authorisation and Restriction of Chemicals) is the EU’s primary chemical safety regulation, and its most relevant restriction for bag hardware concerns nickel release.
Nickel is widely used in electroplating as an undercoat layer, but it’s also a common allergen. Under REACH Annex XVII, hardware that comes into prolonged contact with skin, which includes bag hardware on straps, handles, and closures, must not release more than 0.5 micrograms of nickel per square centimeter per week. Hardware in direct skin contact must meet an even stricter threshold.
In practical terms, this means that standard nickel undercoat plating, if not properly sealed, can fail REACH compliance. Suppliers who cannot provide a third-party nickel release test report to EN 1811 standards should not be trusted for EU market hardware.
RoHS (EU & UK)
RoHS (Restriction of Hazardous Substances) restricts the use of specific hazardous materials, including lead, mercury, cadmium, and certain brominated flame retardants. For bag hardware, the most relevant restriction is lead, which was historically used in zinc alloy formulations and some plating processes.
Compliant zinc alloy hardware uses lead-free Zamak formulations. A supplier who cannot confirm their alloy composition and provide RoHS documentation should be treated as a compliance risk.
California Proposition 65 (US)
Prop 65 requires businesses to provide warnings before knowingly exposing anyone to chemicals listed as known to cause cancer or reproductive harm. For hardware, the key substances of concern are lead and cadmium, both of which can be present in non-compliant alloys and plating processes.
Brands selling into California, which in practice means most US e-commerce, need to ensure their hardware meets Prop 65 thresholds or carry the required warning label. Third-party lab testing from an accredited facility is the only reliable way to confirm compliance.
Takeaway: Before committing to a supplier for any EU or US market product, request the following documents as a baseline — EN 1811 nickel release test report, RoHS declaration of conformity, and material safety data sheet for the alloy used. A supplier who pushes back on these requests is telling you something important.
Structural Fails: Why Bag Hardware Snaps Under Pressure?
A buckle that bends on first use. A snap hook that opens under load. A swivel that detached after three months. These failures rarely happen because of bad design. They happen because of what’s invisible inside the metal.
Understanding structural pain points in bag hardware means looking past the surface finish and into the casting and mechanical quality underneath.
Porosity in Die-Casting
Porosity is the most common and least visible structural defect in zinc alloy hardware.
During die-casting, molten metal is injected into a mold under high pressure. If the process isn’t carefully controlled, trapped air or gas forms microscopic voids inside the casting. The piece looks perfect on the outside. The problem only becomes apparent later – when the hardware is placed under load, subjected to plating heat, or simply used repeatedly over time.
Internal porosity weakens the structure of the part at its core. It also creates problems during plating: voids near the surface can cause blistering, peeling, and pitting as gases escape under the heat of the plating bath, which in the end ruins the finish on pieces.
The root causes are controllable: injection speed, mold temperature, metal purity, and venting design all play a role. A supplier with proper process control produces consistently dense castings. One cutting corners on cycle time or using recycled alloy with inconsistent composition doesn’t.
Buyers can’t see porosity without cross-section testing, which is why supplier selection matters more than incoming inspection for this particular failure mode.
Spring Mechanisms and The “Click” Test
Spring-loaded hardware, such as swivel snap hooks, trigger hooks, carabiner-style clasps, introduces a mechanical dimension that pure casting quality can’t fully address. The spring itself is the weak point.
Spring performance depends on three things: material grade, wire diameter, and heat treatment. A spring made from the wrong grade of steel, or one that hasn’t been properly tempered, will lose tension with repeated cycling – starting crisp and gradually becoming soft, sticky, or completely unresponsive.
The simplest field test is what manufacturers call the click test: actuate the spring mechanism repeatedly and listen. A well-made spring produces a clean, consistent snap with each cycle. A spring losing tension produces a duller sound and a softer rebound.
For any hardware with a spring mechanism, request a cycling durability test from your supplier – typically 10,000 to 50,000 open-close cycles depending on the application. This is standard practice among serious manufacturers and should not be an unusual request. If it is, that tells you something.
Custom Tooling & Hidden Mold Fees: What You’re Actually Paying For?
When Do You Actually Need a New Mold?
Not every custom project requires new tooling. Most hardware manufacturers maintain a library of existing molds, such as standard rings, D-rings, buckles, snap hooks, that can be put into production immediately at zero tooling cost.
If your hardware requirements are functional rather than design-specific, working from an existing mold is almost always faster and cheaper.
New tooling becomes necessary when you need a specific shape, a custom logo, or a design detail that no existing mold can produce. In those cases, a new mold needs to be cut and that cost sits with you.
What Does a Mold Actually Cost?
For zinc alloy hardware, typical mold costs range from $100 to $500 depending on size and complexity. A simple ring or plain buckle sits at the lower end. A multi-cavity mold for a detailed logo plate or a mechanically complex snap hook sits at the higher end.
What suppliers don’t always make clear upfront is that complex hardware often requires more than one mold, a main body mold plus separate molds for springs, inserts, or moving parts. Always ask for a full tooling breakdown, not just a single mold fee.
How to Evaluate a Bag Hardware Supplier: 6 Questions to Ask Beforehand
Most bag hardware suppliers will tick the same boxes: self-owned factory, direct sale, direct selling, quality control procedures, compliance certificates. At a certain level of the market, these are table stakes — necessary but not sufficient.
The suppliers who become long-term partners are distinguished by something harder to verify on a factory visit but impossible to ignore once a project goes wrong.
The Basics: What Every Credible Supplier Should Have
Before evaluating anything else, confirm these fundamentals. A supplier missing any of them is not ready for a serious partnership.
✅ Owns its factory and equipment
✅ Minimum 10 years of manufacturing experience in bag hardware
✅ Dedicated technical staff who can speak to casting parameters, plating processes, and tolerance specifications
✅ Clear and structured sampling process with defined stages from prototype to production approval
✅ In-house quality control with documented inspection procedures
✅ Compliance documentation available on request – REACH, RoHS, Prop 65
✅ Existing mold library to reduce tooling cost and lead time on standard hardware
Do They Flag Problems Before You Do?
The most reliable indicator of a trustworthy supplier is how they handle bad news. Do they surface production issues early, when there’s still time to course-correct? Or do you find out about a delay, a quality problem, or a material substitution at the moment it affects your launch?
Proactive communication isn’t a personality trait. It’s a process. Ask how they typically communicate during production. Ask for an example of a time something went wrong and how they handled it. The specificity and honesty of the answer tells you more than any factory audit.
Do They Understand Your Business, Not Just Your Order?
A supplier optimized for volume will ask about quantity, spec, and delivery address. A supplier oriented toward partnership will ask about your end market, your customer, your launch timeline, and what success looks like for your brand.
This distinction becomes critical when decisions need to be made mid-project – a material is delayed, a finish isn’t achieving the right effect, a sample is close but not quite right. A supplier who understands your business makes better judgment calls in those moments. One who only knows your PO number doesn’t.
Can They Speak Your Language? Commercially and Culturally.
This is underweighted in most supplier evaluation frameworks, and it matters enormously in practice.
Clear communication across time zones, cultures, and technical vocabularies is genuinely difficult. Misaligned expectations around timelines, revision rounds, and what “approved” means are responsible for more failed sourcing relationships than quality failures.
A supplier with real international experience, not just export volume, but genuine familiarity with how customers think, plan, and expect things to be communicated, removes a layer of friction that compounds across every interaction. It’s worth paying for, and worth testing early: how they respond to your first enquiry tells you a great deal about how they’ll respond when a shipment is at risk.
Pricing & MOQ — Why Quotes Vary So Much?
Hardware pricing comes down to four real cost drivers. Understanding them is the fastest way to decode why two quotes for the same part can differ by 300%.
What You’re Actually Paying For
Raw materials account for the largest share of unit cost. Zinc, copper, and brass prices fluctuate with commodity markets. Beyond market price, alloy grade matters: higher-grade zinc alloy with tighter composition control costs more than lower-grade or recycled material, but produces denser castings with fewer defects and more consistent plating results.
Processing — particularly surface finishing is where the most significant cost variation occurs between suppliers quoting the same spec. PVD is fundamentally more expensive than electroplating, but even within electroplating, the method and layer structure determine both cost and quality. Rack plating costs more than barrel plating.
Freight is a cost that people frequently underestimate, and one that has become significantly less predictable in recent years. Shipping rates from China to Europe or North America have seen dramatic swings driven by port congestion, carrier capacity, and geopolitical disruption. A unit price that looks competitive ex-factory can look very different landed.
Tariffs have moved from a background consideration to a front-line cost variable, particularly for hardware shipped from China to the US market. Depending on the HS code classification of your hardware and the current tariff schedule, duty rates can add 15% to 25% or more to your landed cost. For brands selling into multiple markets, understanding the tariff exposure of each sourcing decision is now a basic commercial requirement, not an afterthought.
Tariffs are paid by the importer, not the supplier, which means they won’t appear in any quote you receive. However, they directly affect your landed cost. Understanding your tariff exposure before committing to a sourcing decision is now a basic commercial requirement.
Other factors such as currency fluctuations, packaging requirements, payment terms, can influence total cost at the margins but rarely drive the significant price differences you’ll see between suppliers.
At Jin Global, we factor these variables into our pricing upfront. We absorb where we can, flag where we can’t, so that the price you agree on is one you can plan around.
Understanding MOQ
Minimum order quantities in bag hardware exist for a practical reason: die-casting and plating are batch processes, and below a certain volume, the setup cost per unit makes production uneconomical.
For standard hardware using existing molds, MOQs typically range from 300 to 1,000 pieces per SKU. For custom hardware requiring new tooling, MOQs are generally higher.
MOQ is negotiable more often than suppliers initially indicate, particularly for brands placing multiple SKUs in a single order, or for first orders where the supplier is investing in a new relationship. A higher unit price in exchange for a lower MOQ is a legitimate trade-off worth exploring if you’re in early-stage production or testing a new design.
Timeline — From Inquiry to Delivery
Brief & Design Alignment: depends, normally 3–5 working days The more complete your brief upfront: sketches, reference samples, finish specs, CAD files, the faster this moves. Incomplete briefs loop this stage and add time before anything physical has been made.
Prototyping & First Sample: approximately 10 days This covers mold making and the first cast metal sample. 3D printing can be used earlier for geometry checks, but a cast sample is required before any finish evaluation. If you’re working from an existing mold in the supplier’s library, this stage is largely eliminated.
Sampling Revision Rounds: depens, normally 7–10 days per round Build at least one revision round into your planning as a default, not a contingency. Finish color, plating thickness, and mechanical adjustments almost always require at least one iteration. Fast feedback, ideally within 48 hours of receiving a sample, keeps this stage from stretching unnecessarily.
Mass Production: approximately 15 days for orders under 20,000 pieces Larger volumes take proportionally longer. Production begins only after the sample is formally approved.
Shipping: variable For explample, sea freight from Guangzhou to Europe runs approximately 25 to 30 days. Air freight is 5 to 7 days at a significant cost premium. Factor in customs clearance at destination for first-time imports.
Summary: a new custom hardware project with one revision round runs roughly 4 to 6 weeks from brief to production completion, before shipping. Working from an existing mold and providing a complete brief from day one puts you at the shorter end. Multiple revision rounds, slow feedback, or changing specs mid-project push you toward the longer end.
Common Sourcing Mistakes & How to Avoid Them?
Most hardware sourcing problems are predictable. They follow patterns that repeat across brands at every price point, and almost all of them are avoidable with the right information at the right stage of the process.
Choosing a Supplier Based on Price Alone
The cheapest quote rarely reflects the true cost of the order. Below-market pricing almost always means something is being compressed: alloy grade, plating quality, etc. The consequences don’t show up in the quote. They show up in your product, in your customer’s hands, after you’ve already shipped.
Price is a data point, not a decision. Evaluate it alongside samples, certifications, and how the supplier communicates, not instead of them.
Skipping Physical Samples Before Bulk Order
Catalog photos renders don’t tell you how hardware feels, how the finish holds up to handling, or whether the spring mechanism has the right action. A sample that looks right on screen can be noticeably off in weight, finish depth, or dimensional accuracy.
Always request and approve a physical sample before committing to bulk production. This applies even to repeat orders if there has been any change in supplier, mold, or finish specification.
Underestimating the Sampling Stage
Sampling is where projects are won or lost, and it’s consistently the stage that gets compressed when timelines get tight. Rushing through sampling to hit a production start date is the single most reliable way to end up with bulk goods that don’t match expectations.
If the timeline is tight, find time elsewhere. The sampling stage is not where to recover it.
Working With a Supplier Who Only Tells You What You Want to Hear
A supplier who confirms every timeline, agrees to every spec, and never raises a concern is not a reliable partner. Real manufacturing involves constraints, and a supplier who can’t or won’t communicate them upfront will communicate them later, at the worst possible moment.
The right supplier tells you when something isn’t feasible, flags problems early, and pushes back when your brief has gaps. That friction is not a red flag. The absence of it is.
FAQ
What materials do you work with?
Our primary material is zinc alloy (Zamak). We also work with brass, stainless steel, and aluminum, and can source other materials on request.
What hardware types do you produce?
Swivel snap hooks, buckles, slides, D-rings, O-rings, zipper sliders and pulls, logo plates, straps, and phone charms. Custom shapes and sizes are available.
Do you have existing molds?
Yes! We maintain a library of approximately 10,000 molds. Using an existing mold eliminates tooling cost and significantly reduces lead time.
What is your MOQ?
MOQ varies by product. For standard hardware using existing molds, MOQ typically starts from 500 pieces per SKU. Custom hardware with new tooling generally requires a higher minimum.
How long does a custom project take?
Approximately 4 to 6 weeks from approved brief to production completion, excluding shipping. This includes prototyping, sampling, and one revision round. Working from an existing mold shortens this timeline considerably.
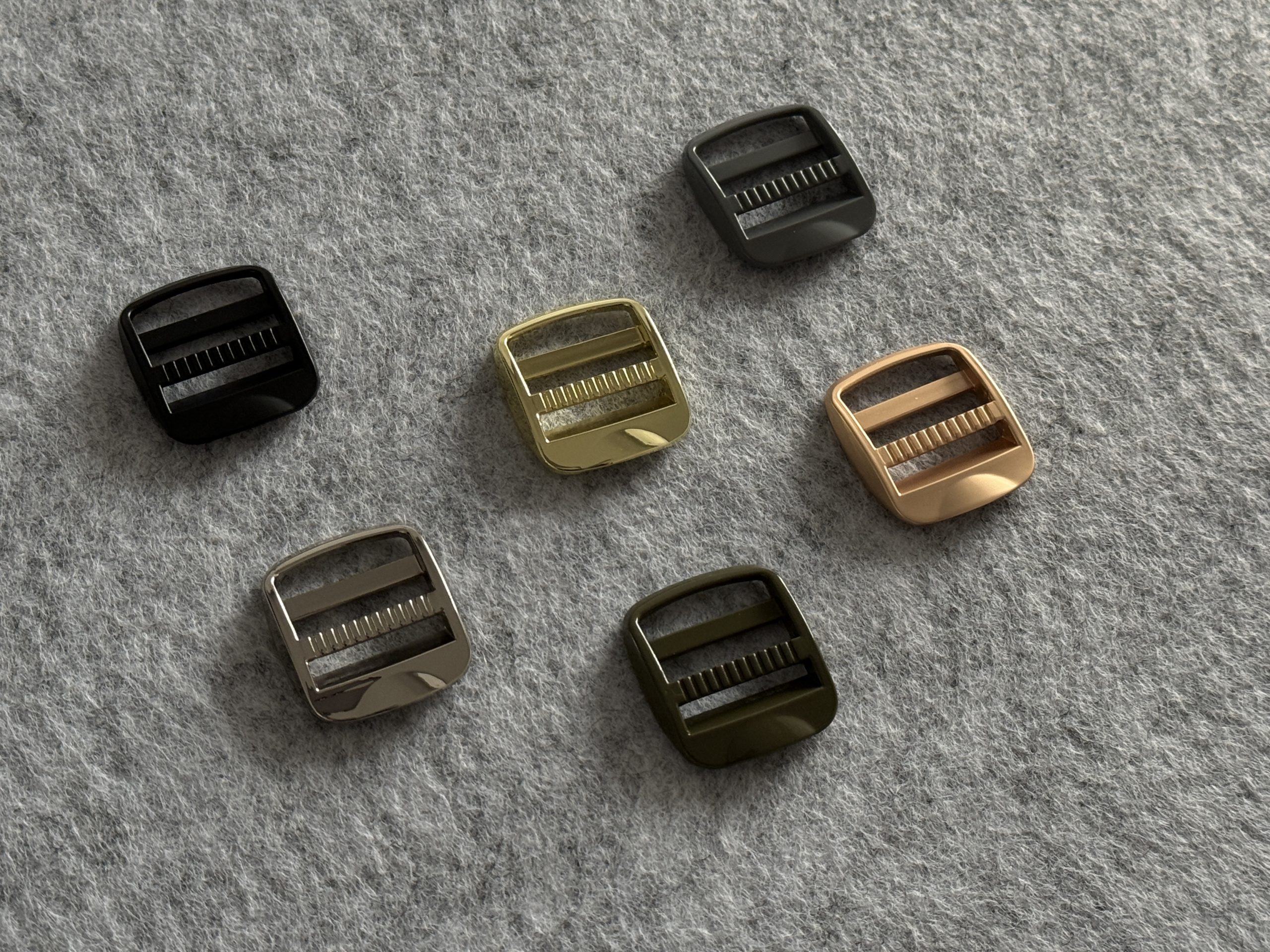
What surface finishes do you offer?
Electroplating (gold, silver, gunmetal, antique brass, rose gold, and more), PVD, e-coating, and baked pating. Both barrel and rack plating are available depending on the application.
Are your products REACH and RoHS compliant?
Yes. We provide REACH nickel release test reports and RoHS declarations of conformity on request. Our alloys are lead-free and meet EU and US compliance standards including California Prop 65.
Do you ship internationally?
Yes, worldwide. We ship from Guangzhou, China, and can arrange delivery via sea or air freight. For European clients, we also offer support through our office in the Netherlands.
Can I visit the factory?
Yes. We welcome factory visits and encourage them for clients considering a longer-term partnership.
Who do you typically work with?
Brand owners, designers, and OEM manufacturers across the fashion, accessories, travel, and outdoor categories. We work with both emerging brands and established manufacturers.